Federallyfunded, locallydriven, we are DuPage County’s Career Center – your career center. For the job seekers and employers we serve each year, our no-cost services make all the difference.
JOB SEEKERS
From entry to executive levels, we help people get back to work.
Receive professional coaching on how to boost your job search make connections write a winning resume ace the interview
We provide our email subscribers access to a compiled list of new job postings. All leads are shared with us directly from an HR or company executive in DuPage.
Discover the programs and initiatives designed to serve your business, learn more about the county's programs, and how you can bounce back better in business.
Highlights:
Hire DuPage — We pay up to 50% of new employee wages
Funding up to $25,000 to boost skills of current staff
Paid Interns (We pay!)
FREE Job Posting Services
As always, our services are no cost.
The Bounce Back Better Guide can be read/downloaded here.
“This is more than a job to our team at workNet DuPage—we aim for nothing less than improving the life of every single individual we serve and strengthening every company we work with.”
LISA SCHVACH
Executive Director
BACK TO SCHOOL, BACK TO WORK SUPPORTS PARENTS IN A CAREER TRANSITION
In September 2023, workNet DuPage, Choose DuPage, and College of DuPage jointly hosted “Back to School, Back to Work,” a job search workshop series for parents seeking to return to the workforce after taking significant time out to provide childcare.
Session presentation materials are now available for free.
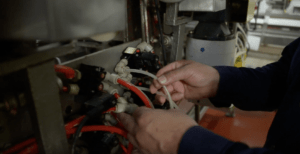
Peek Inside: At this location, we offer our customers a wide range of manufacturing capabilities, from CNC machining all the way to complete product assembly and fulfillment.
Fun fact about our company: a robot works right alongside our machinists to produce parts with quality and efficiency!
You would like to work at our company if
you are interested in the wide range of evolving technologies, processes and creativity that go into the world of modern manufacturing.
In the next year, we expect to hire CNC machinists
To get that job, you typically need a high school diploma and vocational or technical training in machining. We offer additional on-the-job training once a new machinist with the foundational skills and experience joins the team so they can continue to master their craft.
Our best machinists have: a passion about the art and science that goes into taking a raw piece of metal or plastic and forming it into a high-precision design.
CNC Machinists From this position, you could grow into
Master Machinist
Machining Business Manager
Owner of your own machining business
In the next year, we expect to hire Assembly Operators
To get that job, you typically need a high school diploma, a mechanical aptitude and a willingness to learn and closely follow processes and work instructions.
Our best assembly operators are eager learners and pay attention to details. They enjoy working on different types of mechanical work every day.
Assembly Operators From this position, you could grow into
lead operator
supervisor
manufacturing manager
FEATURED ORGANIZATION:
Company Name: The Jel Sert Company
DuPage Location: West Chicago, IL
Total number of employees in DuPage: 900 during peak season
Peek Inside
The Jel Sert Company is a leading manufacturer of food and beverage products. For the past 20 years, our team has been dedicated to establishing an exemplary manufacturing infrastructure that supports the needs of some of the world’s largest Consumer Packaged Goods and pharmaceutical companies.
Jel Sert is committed to providing employees with development opportunities as we are invested in their long term success and advancement within the organization. An individual development plan assists employees in career and personal development and allows employees to reach short and long term career goals.
You would like to work at our company because
We are committed to attracting the best talent and developing our employees to exceed their potential. Our employees take pride in their work and are always looking for ways to contribute their ideas, skills, experience, and passion. We reward and value creativity, professionalism, teamwork, honesty, and longevity.
In the next year, we expect to hire 2-3 technicians
To get this job, you typically need a Minimum of 3 years’ experience working with electrical, hydraulics, programming, and mechanical PLCs is required.
We pay $2.00 per hour shift differential for all time worked on 3rd shift. *Rate of pay depends on one’s experience, education, and skills.
Our best technicians have: Strong mechanical and electrical skills Additionally, someone that takes pride in their work, is honest, creative in their ideas, and works as a professional in a team environment.
All Technicians are sent to College of DuPage for classes. Technicians are scheduled for a series of six mechanical and six electrical classes. Classes are during work hours, so Technicians are paid for their time in class. We adjust their hours to spend half their shift on the floor and the balance in the class. Jel Sert pays for this training which includes classroom and lab work. All Technicians are involved in this training despite their experience level.
TECHNICIAN
From this position, you could grow into









")